Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Характеристика процесса
Типовая технологическая карта КСС
Таблица 1
| № п/п | Наименование | Обозначение (показатели) |
| Нормативный документ | ГОСТ 5264-80; РД 34.15.132-96; СП 53-101-98; | |
| Способ сварки | РД | |
| Основной материал (марки) | 09Г2С; | |
| Основной материал (группа) | М01 | |
| Сварочные материалы | Э50 (УОНИИ 13/55) | |
| Толщина свариваемых деталей | 5-14 мм | |
| Диаметр деталей в зоне сварки | - | |
| Тип шва | У | |
| Тип соединения | Т3 | |
| Вид шва соединения | дс (бз) | |
| Форма подготовки кромок | Без разделки | |
| Положение при сварке | Н1, В1 | |
| Вид покрытия электродов | Б |
Таблица 2
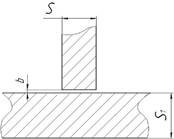
| Конструкция соединения | |
|
|
S1  0,5S
0,5S
| S | b | |
| Св. 5 до 14 | Номин. | Пред. отклонение |
| +2 |
Таблица 3
Сварочное оборудование: ВДМ 1202С, ВДУ 506, ВДУ 511, ВДМ 6303.
Метод к подготовке и очистке: Сборка может производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега. При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке и транспортировании — остаточное деформирование их.
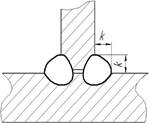
Требования к прихваткам: Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах расположения сварных швов. Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях должна быть не менее 30 мм и расстояние между прихватками — не более 500 мм. Высота прихваток не менее 0,75К (К- катет шва или толщина элементов свариваемых встык) кол-во прихваток на каждой детали не менее двух.
Технологические требования к сварке: Сварка должна производиться при стабильном режиме, установленном технологическим процессом, с допускаемыми отклонениями: силы тока ±5%; напряжения дуги ±5%. Зона сварки должна быть очищена от различного рода загрязнений на расстояние от кромок в обе стороны 20 мм. Зажигать дугу и выводить кратер на основной металл конструкции за пределы шва запрещается. Электроды должны быть просушены в сушильной печи не менее двух часов. Не допускается применять электроды повреждение обмазки которых превышает 5%. К месту сварки должно быть доставлено столько сварочного материала, которого должно хватить на одну рабочую смену. При смене электрода, сварщик должен конец предыдущего сварного шва очистить от шлака и брызг, и возобновляя сварку перекрыть его на расстояние 15 – 20 мм. Кратер в конце сварки должен быть очищен и заплавлен. При окончании сварки сварной шов подвергается очистке от шлака, брызг и дальнейшему клеймению.
| <== предыдущая | | | следующая ==> |
| Информация | | | Инженерно-геологическая и климатическая характеристика участка строительства |
Date: 2015-09-05; view: 232; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |