Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Техническое задание на проектирование приспособления
Спроектировать приспособление для нарезания резьбы М8 в детали “рычаг”.
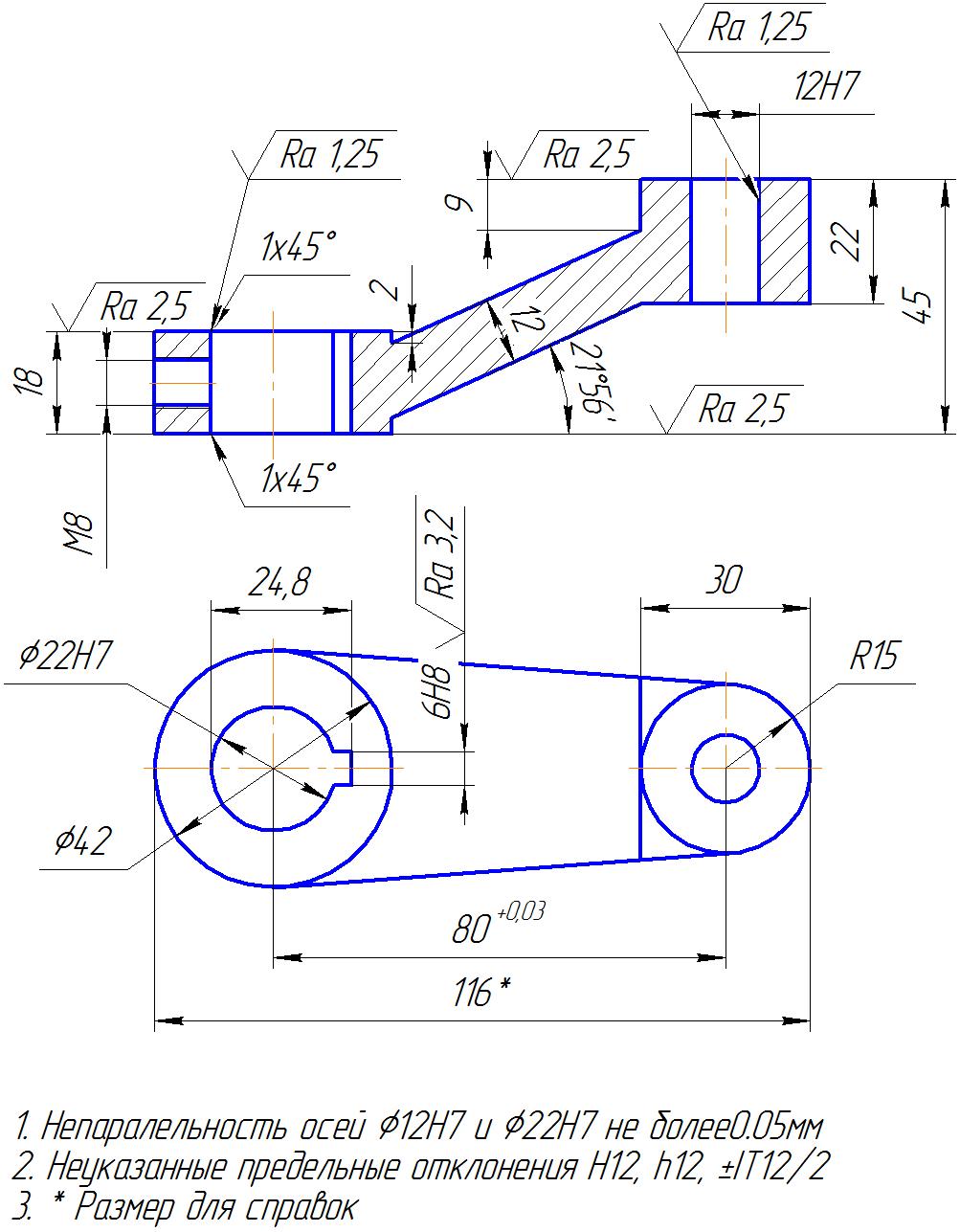
Рисунок 1.1 – деталь «рычаг»
Исходные данные:
Годовая программа выпуска – 20000 шт;
Материал детали – Ст3 ГОСТ 380-94;
Масса детали –0,5 кг;
Содержание операции:
1) сверлить отверстия.
Выбор режущего инструмента.
В качестве режущего инструмента выбираем сверло Ø 6.7 мм спиральное 2300-0691 ГОСТ 4010-77.
Выбор вспомогательного инструмента.
Для закрепления инструмента на станке выбираем патрон 1-40-4-90 ГОСТ 26539-85.
2) зенковать отверстие.
Выбор режущего инструмента.
В качестве режущего инструмента выбираем зенковку 2353-0111 ГОСТ 14953-80.
Для закрепления инструмента на станке выбираем патрон 1-40-4-90 ГОСТ 26539-85.
3) нарезать резьбу.
Выбор режущего инструмента.
В качестве режущего инструмента выбираем метчик 2621-1219 ГОСТ 3266-81.
Для закрепления инструмента на станке выбираем патрон 1-40-4-90 ГОСТ 26539-85.
Для выполнения данной операции выбираем вертикально-сверлильный станок с позиционной системой ЧПУ модели 2Р135Ф2-1. Данные станка:
Наибольший условный диаметр сверления в стали – 35 мм;
Рабочая поверхность стола - 400×710 мм;
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола – 600 мм;
Вылет шпинделя – 450 мм;
Наибольшее вертикальное перемещение: револьверной головки – 560 мм;
Конус Морзе отверстия шпинделя – 4;
Число скоростей шпинделя – 12;
Частота вращения шпинделя – 45-2000 об/мин;
Число подач револьверной головки – 18;
Подача револьверной головки – 10-500 мм/мин;
Мощность электродвигателя привода главного движения – 3,7 кВт;
Габаритные размеры: длина – 1800 мм; ширина – 2170 мм; высота – 2700 мм;
Масса – 4700 кг.
Выполнение эскиза наладки.
Для выполнения чертежа наладки используются элементы эскиза детали, нормативно-техническая документация.
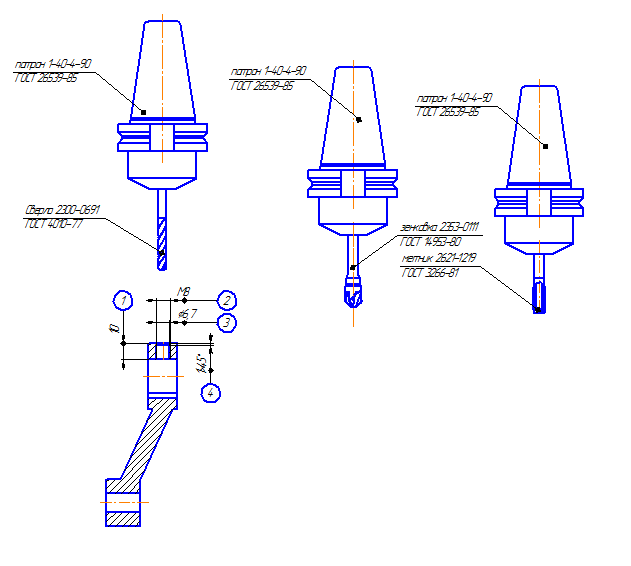
Рисунок 1.2 - эскиз наладки на обработку детали «рычаг»
1) Сверление.
Выбираем спиральное сверло 2300-0691 ГОСТ 4010-77. d=6,7 мм, L=66 мм, l=28 мм.
1.Глубина резания.
1.2Подача.
При сверлении отверстий используют максимально допустимую подачу.
S0=0,2 мм/об. [1, стр.381, таб. 35]
1.3Скорость резания.

 ,
,
где  ;
;  ;
;  ;
;  ;
;  мин. [1, стр.383, таб. 38]
мин. [1, стр.383, таб. 38]
 - коэффициент учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания
- коэффициент учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания
где  ;
;  [1, стр.359, таб. 2]
[1, стр.359, таб. 2]
 [1, стр.361, таб. 6] - поправочный коэффициент учитывающий влияние инструментального материала на скорость резания.
[1, стр.361, таб. 6] - поправочный коэффициент учитывающий влияние инструментального материала на скорость резания.
 [1, стр.385, таб. 41] - поправочный коэффициент учитывающий глубину обрабатываемого отверстия.
[1, стр.385, таб. 41] - поправочный коэффициент учитывающий глубину обрабатываемого отверстия.
 [1, стр.385] - общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.
[1, стр.385] - общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания.

Выбираем частоту вращения шпинделя nст = 2000 мин-1.

1.4Крутящий момент.
 ,
,
где  ;
;  ;
;  [1, стр.385 таб. 42]
[1, стр.385 таб. 42]
 где
где  .
.

1.5Сила резания.

где  ;
;  ;
;  [1, стр.385 таб. 42]
[1, стр.385 таб. 42]

1.6Мощность резания.

2) Зенкование.
Выбираем зенковку 2353-0111 ГОСТ 14953-80.
2.1 Глубина резания
2.2Подача.
S=0,5 мм/об.
2.3Скорость резания.
 ,
,
где  ;
;  ;
;  ;
;  ;
; 
 мин.
мин.
где ;



Выбираем частоту вращения шпинделя nст = 1400 мин-1.

2.4Крутящий момент.
 ,
,
где  ;
;  ;
;  ;
; 
где .

2.5 Сила резания.
 где
где  ;
;  ;
; 

2.6Мощность резания.

3) резьбонарезание.
Выбираем метчик 2621-1219 ГОСТ 3266-81, d = 8 мм, P=1.25.
3.1 Глубина резания t= P=1.25
3.2 Подачи S= P=1.25
3.3Скорость резания
где  ;
;  ;
;  ;
;  ;
;  мин
мин
где ; [1, стр.359, таб. 2]



Принимаем n=710мин-1. Тогда

3.4 Крутящий момент
 , где
, где  ,
,  ;
;  ;
; 

3.5Мощность
 .
.
Date: 2015-07-24; view: 1280; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |