Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Задание 13
1)
Рассчитать параметры режима механизированной сварки под слоем флюса и размеры стыкового шва, обеспечивающего сплошной провар пластин, представленных на рисунке, за один проход. Подобрать сварочные материалы и приспособления, предотвращающие прожог пластин. Марка стали свариваемых пластин ВСт3. Сборка пластин без зазора. Толщина пластин S=15 мм. Форма разделки: угол  =60
=60  . Глубина разделки h=10мм, притупление E=5мм.
. Глубина разделки h=10мм, притупление E=5мм.
Величину сварочного тока Iсв определяем по эмпирической зависимости с учетом числа проходов:
 = 1200→1100 A.
= 1200→1100 A.
Рассчитаем плотность тока j по следующей формуле:
 = 39 А/мм2
= 39 А/мм2
где  = 28,3 – площадь электродной проволоки, мм2.
= 28,3 – площадь электродной проволоки, мм2.
Подставляя значения в формулу (3) получим j = 39 А/мм2.
Проведем проверку соответствия диаметра электрода с допускаемой плотностью тока согласно табл.1. при сварке под флюсом и табл.2. при сварке в среде защитных газах. Для выбранного диаметра электродной проволоки dэл = 6 мм плотность тока соответствует качественному формированию шва.
Табл.1. Зависимость диаметра электродной проволоки от плотности тока при сварке под флюсом
| dэл, мм | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 |
| j, А/мм2 | 65 – 200 | 45 – 90 | 35 – 60 | 30 – 50 | 25 – 45 |
Значение напряжения на дуге Uд рассчитываем по формуле:
 = 0,76 cм/сек
= 0,76 cм/сек
 =42,4 В.
=42,4 В.  = 13255 Дж/см,
= 13255 Дж/см,
 = 1,4
= 1,4
где к1 – некоторый коэффициент, 1/мм.В.
Некоторый коэффициент к1 зависит от рода, полярности, плотности тока и определяется по табл. 2.
Табл. 2. Определение коэффициента к1 в зависимости от рода, полярности и плотности тока
| Род и полярность тока Плотность тока | j ≤ 120 А/мм2 | j > 120 А/мм2 |
| Постоянный ток прямой полярности | к1 = 2,82 j0,1925 | к1 = 1,12 |
| Постоянный ток обратной полярности | к1=0,367 j0,1925 | к1 = 0,92 |
| Переменный ток | к1 = 1 |
Согласно исходным данным сварка производится на постоянном токе обратной полярности при плотностях тока j = 39 А/мм2, тогда коэффициент к1 = 0,743 1/мм.В.
Подставляя значения в формулу (7) получим Ψ = 1,59.
Далее определяем глубину проплавления Н1
 =15 мм
=15 мм
Определяем ширину шва B1:
B1 = H1 Ψ = 21 мм.



7)
Назначить параметры режима механизированной сварки под слоем флюса таврового соединения пластин в положении "симметричная лодочка", чтобы обеспечить глубину проплавления стенки тавра h ст = 3мм при катите шва K = 8мм. Толщина пластин S =12мм, зазор p =1мм.
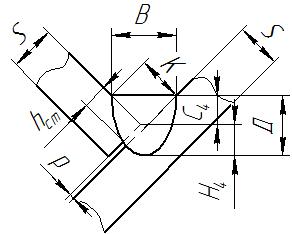
Рис.1 - Схема сварного соединения.
Сталь ВСт3сп:
проволока КС-28 с d пр =4мм;
флюс ОСЦ-45.
Ток постоянный, обратной полярности, для обеспечения наибольшей глубины проплавления.
Рассчитаем необходимую геометрию шва:
Усиление шва:

где:
K = 8мм - катет шва:
Найду глубину проплавления шва из зависимости:

где:
h ст = 3мм - глубина проплавления стенки тавра:
Площадь наплавленного металла равна:
где:
K = 8(мм) - катет шва;
p =1(мм) - зазор между деталями;
h ст = 3(мм) - глубина проплавления стенки тавра:

Ширина шва:

Высота шва:

Для полученных величин геометрии шва произведу подбор режима механизированной сварки.
Рассчитаю сварочный ток:

где:
H4 = 3,75(мм) - глубина проплавления шва;
Kh = 1,05 - коэффициент пропорциональности, выбираемый по таблице исходя из величины d пр.
Плотность тока:

где:
I св = 360(А) - сила сварочного тока;
S = 12,56(мм2) - площадь сечения проволоки:
Напряжение на дуге:
где:
I св = 360(А) - сила сварочного тока;
d пр = 4(мм) - диаметр проволоки:

Определяю скорость сварки:

где:
P = 20000(Ам/ч) - коэффициент, принимаемый в зависимости от d пр.
I св = 360(А) - сила сварочного тока:

Погонная энергия равна:
где:
I св = 360(А) - сила сварочного тока;
U д = 29(В) - напряжение на дуге;
η и = 0,9 - КПД для сварки под флюсом;
V св = 1,52(см/с) - скорость сварки:

Расчетная глубина проплавления:
где:
А = 0,0156(см3/кал) - коэффициент;
q п = 1483(кал/см) - погонная энергия;
ψ пр = 1,7 - коэффициент проплавления:

здесь:
I св = 360(А) - сила сварочного тока;
d пр = 4(мм) - диаметр проволоки;
U д = 40(В) - напряжение на дуге;
k' = 0,8 - коэффициент:



Date: 2015-07-23; view: 264; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |