Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Лабораторная работа № 1
Микроскопически метод исследования углеродистых и нисколегированих сталей.
Цель работы: Ознакомился с методикой приготовления микро структур.
Изучить микроструктуру углеродистых и нисколегированих сталей.
Короткие теоретически положение:
Микроскопически метод и микро анализ применяема для изучения строения (структуры с помощью микроскопа).
Структура металла наблюдаемая в микроскоп називаеца микроструктурой.
Найлудшой отражающей способность обладает полерованая поверхность шлифа.
1 - Если вернут образец но не подвергалось исправлению можно выявить металлические включения оксиды, сульфиды.
2 - Нарушения склонности металла в виде микроскопическом трещин.
3 - шли пропитки.
Микро шлиф - это небольшой образец отрезан от иследовательного метода имеющий поверхность для изучения микро структуры.
Процесс подготовки микро шлифа включает ряд операций:
1 - Отрезание образца механический путь;
2 - Опиловка поверхности которая подлежит поверхности;
3 - Шлифования на специальной металлопластиковые графической различной номера шлифа бывают: (100, 120, 150, 180, 220, 280, 320).
Шлифования может виполняца в ручную Или механическим путь на станке.
4 - Полирование - полируют на специальных станках используют Электра летическое полирование.
5 - правление микро шлифовка правело угловое. Железо углеродистых сталей ефтектоидних и доефтектоидных осуществляема с помощью 4-5% рус произведением азотной кислоты HNO2 в спирте.
Прі травленії ферит окрасиваеца в белий цвіт а Бейніт, Перліт окрасиваюца в чорний.
Основной для определенія фаз і структурних составляющіх сплавов в равномерном состоянії являеца железо цементіт.
Зона термического влияния является обязательным спутником сварного шва при всех способах сварки плавлением и давлением, кроме холодной сварки. Эта зона охватывает основной металл, не расплавляющийся в процессе сварки и сохраняющий неизменным свой химический состав, но изменивший свою структуру и механические свойства вследствие нагрева и охлаждения (термообработки) в процессе сварки.
Прочность сварного соединения и его эксплуатационные свойства во многом зависят от структурных изменений, которые происходят в ЗТВ. Строение и размеры ЗТВ зависят от химического состава и теплофизических свойств свариваемого металла, мощности источника теплоты, степени его концентрированности, скорости движения и других факторов. Ширина ЗТВ меняется от 1…3 мм при ручной дуговой сварке до 20 мм и более при электрошлаковой сварке.
Термический цикл любой точки металла сварного соединения характеризуется максимальной температурой нагрева, длительностью нагрева до определенной температуры и скоростью охлаждения. Для ЗТВ характерно неравномерное распределение максимальных температур нагрева (рис. 1.4).
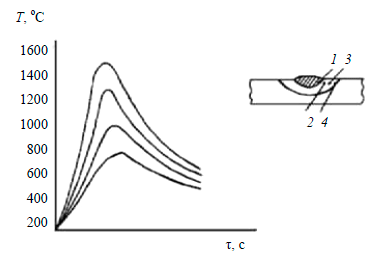
Рис. 1. Термический цикл при сварке плавлением: 1, 2, 3, 4 – точки, в которых измерялась температура
Результат теплового воздействия на металл в ЗТВ зависит от его отношения к термообработке. В зависимости от способа и погонной энергии сварки возможны два предельных случая:
1) закалка – при быстром охлаждении – с образованием твердых и хрупких структур и возникающих при этом значительных по величине напряжений;
2) перегрев – при медленном охлаждении, – характеризующийся чрезмерным ростом зерна и снижением пластических и вязких свойств металла.
Оценить общий характер возможных превращений, протекающих в ЗТВ при сварке низкоуглеродистых сталей, можно по диаграмме железо–цементит, а при различных скоростях охлаждения – по термокинети- ческим диаграммам распада аустенита, которые построены для большинства марок углеродистых и легированных сталей. Скорость охлаждения обычно оценивается в интервале температур наименьшей устойчивости аустенита (500…550 °С). При малых скоростях охлаждения, соответствующих электрошлаковой и ванной сварке, превращение аустенита приводит к формированию структуры, состоящей из феррита и перлита. При средних скоростях охлаждения (автоматическая сварка под флюсом) в зависимости от марки стали образуются перлит и бейнит или бейнит и мартенсит с небольшим количеством феррита. При скорости охлаждения выше критической образуется только мартенсит. Мартенситное превращение сопровождается увеличением объема стали и возникновением больших напряжений, которые могут вызвать разрушение металла. В подобных случаях приходится принимать специальные меры к улучшению структуры металла ЗТВ и предотвращению образования мартенсита. Эти меры сводятся к изменению теплового режима в процессе сварки, выбору рациональной формы разделки кромок под сварку и последующей термообработке.
На рис. 2. показана схема структур, образующихся в зоне термического влияния при сварке стыкового соединения из малоуглеродистой стали за один проход.
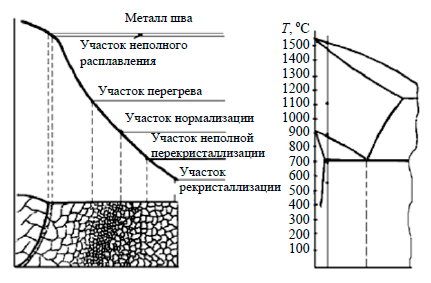
Рис. 2. Строение ЗТВ при сварке низкоуглеродистой стали
Над сечением шва показана кривая температур, а рядом – часть диаграммы железо–цементит в том же масштабе. В зависимости от температуры нагрева в ЗТВ различают следующие участки:
1. перегрева;
2. нормализации;
3. неполной перекристаллизации;
4. рекристаллизации.
Участок перегрева. Он включает металл, нагретый до температур выше 1100 °С, т. е. несколько ниже температуры плавления. Металл на этом участке в процессе нагрева претерпевает аллотропические превращения (α - железа в γ - железо), сопровождающиеся ростом аустенитного зерна. В тех случаях, когда перегрев сочетается с последующим быстрым охлаждением (закалка), металл на этом участке после сварки облада- ет пониженной пластичностью и прочностью по сравнению с основным металлом. Участок особенно опасен для закаливающихся сталей, поэтому выбор рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств на этом участке ЗТВ.
Участок нормализации (перекристаллизации). Этот участок охватывает металл, нагретый до температуры, немного превышающей тем- пературу аллотропических превращений (900…1050 °С). Происходящий здесь процесс перекристаллизации при нагреве и охлаждении приводит к значительному измельчению зерен металла. Структура металла становится более мелкозернистой по сравнению с исходной. Механические свойства металла этого участка обычно лучше, чем основного металла.
Участок неполной перекристаллизации. Он включает металл, нагретый до температур 700…850 °С. При этих температурах происходит частичная перекристаллизация, т. е. часть феррита остается в исходном состоянии, другая – образует аустенит. При последующем охлаждении и распаде аустенита образуется мелкозернистая структура, поэтому здесь, наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации.
Участок рекристаллизации (старения). Он наблюдается при сварке сталей, предварительно подвергшихся пластической деформации (ковке, прокатке). Температурный интервал участка 450…650 °С. На этом участке ЗТВ происходят сращивание (укрупнение) раздробленных при нагартовке зерен основного металла и некоторое его разупрочнение по сравнению с исходным состоянием. При сварке изделий из литья рекристаллизации не наблюдается. Для металлов и сплавов, склонных к старению, необ- ходимо учитывать некоторое снижение пластичности на этом участке.
Об изменении прочностных и в определенной степени пластических свойств в различных участках металла шва и ЗТВ можно судить по изменению твердости (рис. 3.).
Повышение твердости обычно связано с повышением прочности и снижением пластичности. Характер распределения твердости в ЗТВ может быть различным, он определяется химическим составом стали и режимом сварки. Обычно в сварных изделиях не допускается твердость в зоне сварки более НВ = 300 МПа.
Таким образом, зона термического влияния неоднородна по структуре и механическим свойствам. Наиболее ослабленным является участок перегрева, а наилучшие механические свойства имеет участок нормализации. В целом механические свойства ЗТВ хуже, чем у основного металла, поэтому ее размеры необходимо ограничивать.
Чувствительность стали к изменению термического цикла сварки зависит от содержания в ней углерода, а также элементов, повышающих ее прокаливаемость и склонность к перегреву.
В сварных соединениях низкоуглеродистой и большинства низколегированных сталей рост зерна в околошовной зоне не оказывает заметного влияния на свойства металла.
При сварке углеродистых и особенно легированных сталей быстрое охлаждение околошовной зоны вызывает часто закалку металла и образование структур, имеющих значительные твердость и хрупкость. В этих случаях для улучшения структуры и свойств ЗТВ применяют термическую обработку, обычно высокий отпуск.
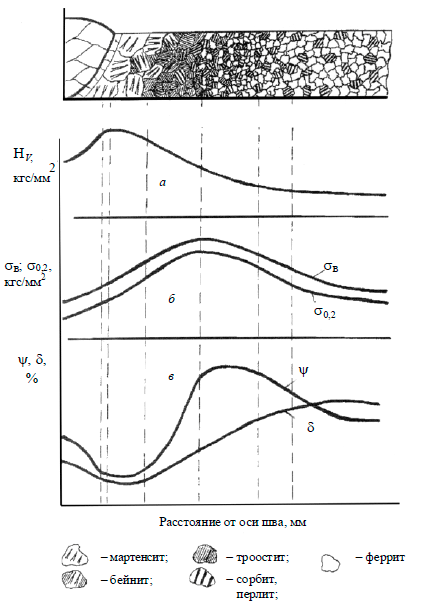
Рис. 3. Изменение механических свойств в металле шва и околошовной зоне: а – твердость; б – прочность; в – пластичность

Рис. 4. Микроструктура:
а – доэвтектоидная сталь – феррит (светлые участки) и перлит (темные участки) при 500х увеличении, б – эвтектоидная сталь – перлит (1000х), в – заэвтектоидная сталь – перлит и цементит в виде сетки (200х)
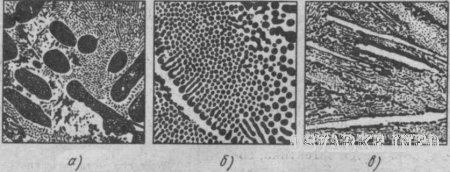
Рис. 5. Микроструктура белого чугуна при 500х увеличении:
а- доэвтектический чугун – перлит (темные участки) и ледебурит (цементит вторичный в структуре не виден), б – эвтектический чугун – ледебурит (смесь перлита и цементита), в – заэвтектический чугун – цементит (светлые пластины) и ледебурит
Date: 2015-07-10; view: 1043; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |