Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Оборудование и технология для литья под давлением
Литье под давлением — наиболее производительный способ из-товления относительно небольших отливок из цветных сплавов с высокой точностью по размерам и чистотой поверхности.
Отливки получают в стальных пресс-формах. Расплавленный сплав заполняет пресс-форму под давлением поршня до 300 МН/м2 (3000 кгс/см2), быстро затвердевает и образует отливку. Затем пресс-форма раскрывается, готовая отливка удаляется толкателями.
Литье под давлением осуществляют на компрессорных и поршневых машинах высокой производительности, дающих 200...400 отливок в час. Поршневые машины выпускают с горячей или холодной камерой сжатия, расположенной горизонтально или вертикально. Машины с горячей камерой сжатия, в которых камера находится непосредственно в расплаве, применяют для получения отливок из сплавов с низкой температурой плавления на основе цинка, олова и свинца. Машины с холодной камерой сжатия, в которых камера вынесена за пределы расплава, используют для получения отливок из более тугоплавких цветных сплавов на основе алюминия и магния.
На поршневых машинах с вертикальной холодной камерой прессования (рис. 2, а) расплав 4 заливают в камеру сжатия 5 (положение I). Верхний поршень 1, опускаясь, давит на расплав и на нижний поршень 10, который при движении вниз открывает литниковый канал 3. Металл заполняет полость 2 пресс-формы, состоящей из двух половин 6 и 7 (положение II). Объем жидкого металла должен быть больше объема полости формы, чтобы между верхним и нижним поршнем оставался избыток металла. Давление верхнего поршня поддерживают до полной кристаллизации отливки, после чего пресс-форму раскрывают и отливку 9 вместе с литником 12 выталкивают из формы толкателями 8. Нижний поршень выталкивает наружу избыток металла 11 (положение III), и его отправляют в переплав.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распространение получают машины с горизонтальной камерой прессования. В этих машинах меньше охлаждение жидкого металла и его гидравлическое сопротивление при заполнении формы. Машины имеют на 10—20% более высокую производительность, проще в обслуживании.
Поршневые машины с холодной камерой прессования применяют для получения отливок из латуней, алюминиевых, магниевых и других цветных сплавов, а также стальных отливок.
В отечественном литейном производстве все большее распространение получают машины с горизонтальной камерой прессования. В этих машинах меньше охлаждение жидкого металла в его гидравлическое сопротивление при заполнении формы. Машины имеют на 10—20% более высокую производительность, проще в обслуживании.
На (рис. 2, б) показана работа машины с горизонтальной холодной камерой прессования. Все операции на ней выполняются в той же последовательности.
На (рис. 2, в) приведена схема работы поршневой машины с горячей камерой прессования. Чугунный тигель 13 с жидким металлом все время подогревают снизу газом через форсунку 21. Перед заливкой пресс-форму 19 закрывают, и мундштук 18 соединяется с каналом 17. При верхнем
положении поршня 16 через отверстие 14 сплав заполняет камеру сжатия 15 и канал. При движении вниз поршень впрессовывает жидкий металл в полость формы. После затвердевания металла давление снимают, поршень движется вверх, форму раскрывают и отливку выталкивают толкателями 20. Машины с горячей камерой сжатия более производительны и
расходуют меньше жидкого металла, однако их нельзя применять для литья сплавов с температурой плавления более 500°С из-за быстрого изнашивания поршня.
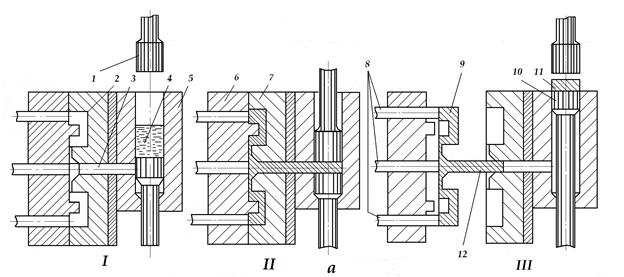
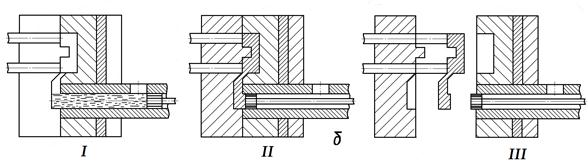
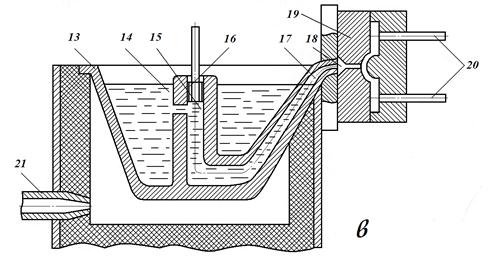
рис. 2. Схемы поршневых машин для литья под давлением
Такие машины применяют для литья из свинцово-сурьмянистых, цинковых, магниевых и алюминиевых сплавов с невысокой температурой плавления и мало агрессивных к материалам тигля и камеры прессования. Благодаря малому охлаждению сплава при заполнении пресс-формы на таких машинах можно производить очень мелкие детали — массой до нескольких граммов. Предельная масса отливок составляет до 25—30 кг. Машины имеют очень высокую производительность — до 3000 и более отливок в час при работе в автоматическом режиме.
В машинах с холодной камерой сжатия поршень контактирует с расплавом в течение короткого промежутка времени и поэтому мало изнашивается. Здесь можно значительно повысить давление, что гарантирует высокую плотность и прочность отливок. Если в машинах с горячей камерой сжатия давление достигает 20 МПа, то в машинах с холодной камерой сжатия при литье алюминиевых и медных сплавов давление может достигать 100... 300 МПа.
Компрессорные машины, работающие на сжатом воздухе, применяются очень редко.
Комплексы автоматизированные для литья под давлением А1107, А71118 и др. имеют в своем составе базовую машину и оборудование с различной степенью механизации разного количества околомашинных операций (от одной -двух до всех): дозатор для заливки сплава пнев-матический, магнито-динамический, механический, иногда вместе с печью; механизм или манипулятор для удаления отливки из маши-ны; устройство для обдувки и смазывания пресс- формы; пресс для обрезки литника и облоя; устройство для контроля параметров техноло-гического процесса; устройство для охлаждения отливок; устройство смазывания камеры прессования; систему гермо-статирования пресс-формы.
Перечисленное выше околомашинное оборудование поставляет-ся и без машины, в комплектах средств околомашинной механи- зации КОМ- 1,25, КОМ- 2,5, КОМ- 5, А97, выпускаемых для механи-зации и автоматизации, действующих на заводах машин литья под давлением. Поставляются не только полные комплекты, но и отдельные агрегаты из них.
Date: 2015-05-09; view: 553; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |