Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Конструкция электропечей для плавки цинка
Для переплавки катодного цинка применяется низкочастотная индукционная электропечь. Электропечь легко обслуживается, температура в ней достаточно быстро и хорошо регулируется, а срок их службы намного превышает продолжительность кампании отражательных печей. Принцип работы низкочастотной индукционной электропечи заключается в нагреве замкнутого цинкового контура, являющегося вторичной обмоткой, индуктируемым электрическим током большой силы и низкого напряжения.
Конструкция электропечи показана на рисунке 12. Основной элемент электрической индукционной печи - печной трансформатор или индуктор, состоящий из катушки (первичной обмотки), железного сердечника и кольцевого канала. Катушку изготовляется из медного проката прямоугольной формы. Витки проката изолируются между собой и скрепляются болтами. Внутри катушки и по сторонам кольцевого канала распологаются железные сердечники, собранные из тонколистового высококачественного трансформаторного железа. Замкнутый контур сердечника пересекает кольцевой канал.
Для создания кольцевого канала (который при работе печи заполнен расплавленным цинком) в печном трансформаторе применяяется специальная набивка из огнеупорной массы и цинковый шаблон. Между катушкой и кольцевым каналом закрепляется медный цилиндр, разрезанный на две части. Обладая антимагнитными свойствами медный цилиндр улучшает охлаждение воздухом тонкой огнеупорной стенки, отделяющей катушку от кольцевого капала, и предохраняет ее от механического повреждения.
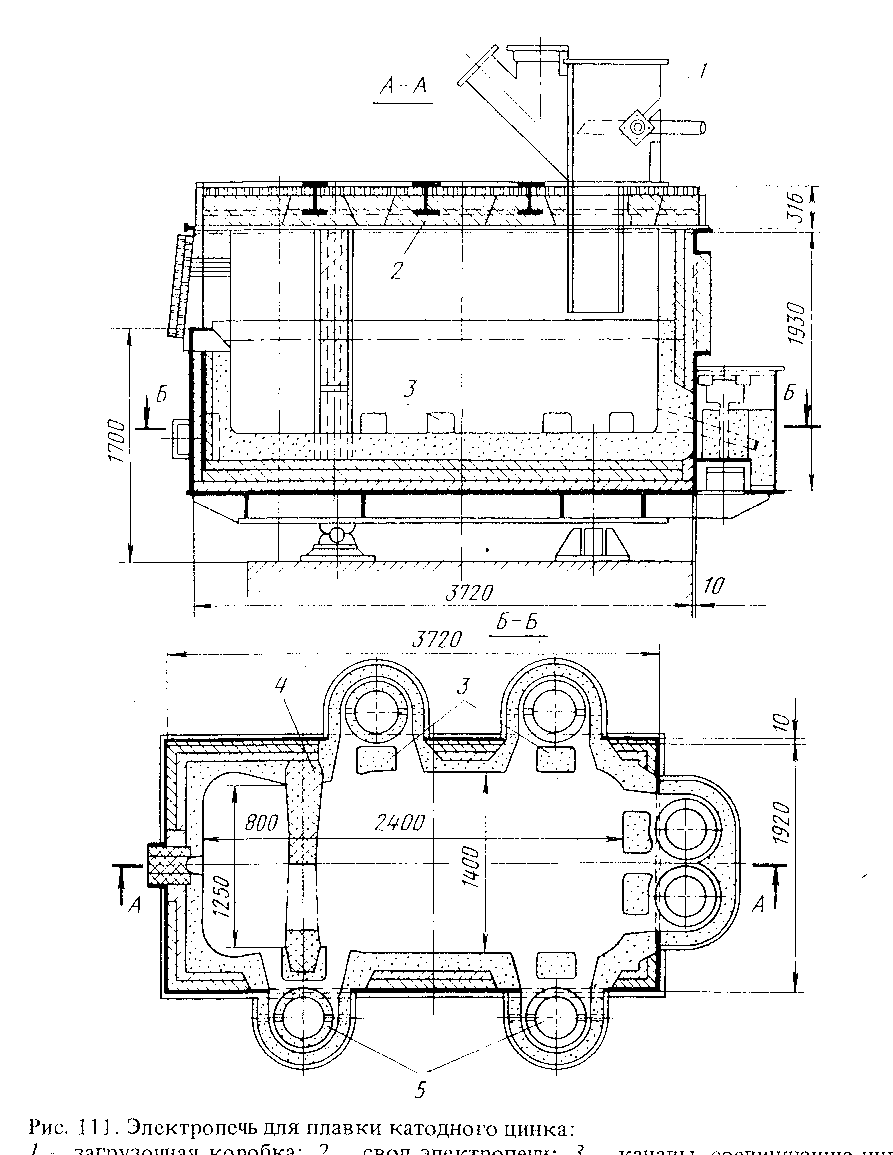
Рисунок 12 – Электропечь для плавки катодного цинка
1 – загрузочная коробка; 2 – свод электропечи; 3 – каналы, соединяющие индукторы с ванной печи; 4 – перегородка, отделяющая зумпф ос плавильной части печи; 5 – индукторы
Печной трансформатор в принципе подобен понизительному сетевому трансформатору. Первичной обмоткой является медная катушка, а вторичной служит расплавленный цинк в кольцевом канале. При подаче напряжения на первичную обмотку во вторичной т. е. в кольце из жидкого цинка, индуцируется ток, по силе превышающий первичный в 40 (по числу витков в катушке), но с напряжением, во столько же раз меньшим.
При возникновении тока в цинковом кольце металл перегревается до 800-850° С и в силу разности температур в ванне печи и в канале выталкивается из канала в печь. На его место поступает цинк из ванны печи с более низкой температурой. В результате между кольцевым каналом и ванной печи устанавливается постоянная циркуляция расплавленного металла с обменом тепла. Электропечь оборудуется тремя печными трансформаторами.
Корпус печи представляет собой прочную сварную конструкцию из стальных листов толщиной 10-12 мм, снабженную ребрами жесткости. Внешние размеры корпуса 100 т электропечи: длина 3720 мм, ширина 1940 мм, высота 2270 мм. Сварные швы корпуса испытывают на герметичность. Во избежание прорыва расплавленного цинка через корпус внутреннюю поверхность последнего оклеивают листовым асбестом на жидком стекле.
Сверху корпус печи перекрывают металлической крышкой из швеллерного железа, футерованного огнеупорными материалами. В корпусе на уровне ванны имеются отверстия по числу печных трансформаторов, а в крышке - окно, куда вставляют загрузочную коробку.
Рабочее пространство печи разделено перегородкой на две зоны - плавильную и разгрузочную, или зумпф. В перегородке устраивают окно ниже поверхности ванны для перетока расплавленного цинка в зумпфовое отделение. Назначение перегородки - предотвращать попадание цинковых дроссов из плавильной части в разгрузочную и предохранять обслуживающий персонал от возможных выплесков или брызг металла при загрузке катодного цинка в печь.
Емкость ванны составляет 20-25 т, глубина 750 мм, производительность 100-120 т/сут. Плавильную зону печи обслуживают через рабочую дверцу на одной из длинных сторон печи. Разгрузочное отделение также имеет окно с раздвижными дверцами.
Наиболее ответственной частью электропечи, которая определяет надежность в эксплуатации и продолжительность работы агрегата между ремонтами, является огнеупорная футеровка, Толщина ее в рабочем пространстве печи равна 200 мм. Особенно подвержена разрушениям футеровка в зоне плавильного канала, где толщина ее наименьшая (55 мм), а температура расплавленного цинка максимальная. Огнеупорную футеровку делают из набивной массы, состоящей обычно из 70% обожженной огнеупорной глины, 20% пластичной жирной глины и 10% каолина.
Важное значение имеет гранулометрический состав набивной массы. Через сито с размерами ячейки 0,7 мм должно проходить 80% зерен. Готовят набивную массу за два-три дня до производства футеровочных работ. Для этого сухую смесь футеровочных компонентов смешивают с раствором сульфитного щелока (1%), который играет роль связующего. Предварительная подготовка набивной массы необходима для того, чтобы в процессе вылеживания она приобрела необходимые пластические свойства.
Каждая электропечь обязательно имеет регулировочный трансформатор и щит управления для плавного изменения напряжения и силы тока на печных трансформаторах.
Разливку цинка в изложницы производится с помощью карусельной разливочной машине. Карусельная машина диаметром около 4 м имеет 22 водоохлаждаемые изложницы, расположенные по окружности. Металл заливают в изложницу графитовым черпаком, работающим синхронно с движением машины. При вращении машины изложница, достигшая узла разгрузки, опрокидывается с помощью специальных направляющих и после опорожнения вновь возвращается в исходное положение [4].
Date: 2015-07-17; view: 1084; Нарушение авторских прав; Помощь в написании работы --> СЮДА... |